
Atlas Quickchange Lathe QC 54 Serial #302
Posted by Jacob on 9th Jul 2018

We
rescued an early production model of the Atlas Quickchange 54 from a
basement in Northeast Portland earlier this year. With a swing of
10-1/4" over bed and 36" between centers, it required
complete disassembly in order to get it up the very narrow stairs.

The
electric motor and the bench the lathe is mounted on are not
original, but are very well constructed and integrated. Everything
came apart fairly easily, and went back together without issue.
It
is in surprisingly good condition considering the humidity of the
Pacific Northwest. While the ways have certainly seen use over the
last 70 or so years, the critical surfaces have been maintained well,
and show no signs of mistreatment. The repainting it received at some
point has kept surface rust to a minimum and makes it look a lot
newer than it is.



The
carriage, cross slide, and compund rest are all in fantastic
condition. Some of the components have likely been replaced over time
with OEM castings, but there is minimal slop in the ACME threads.

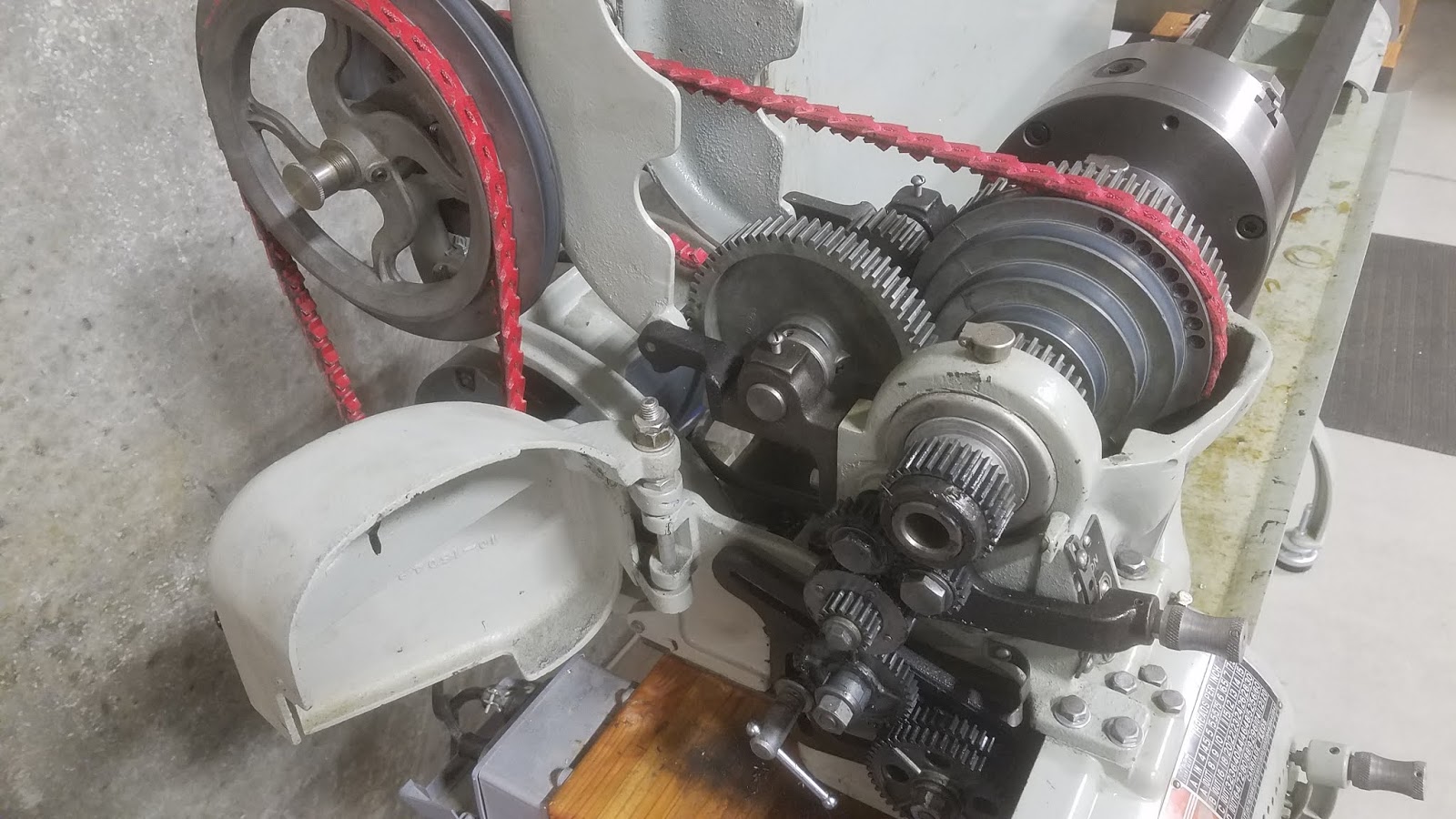
The
pulleys and threading gears are all in great shape as well. While
it's tricky to change out spindle speeds with the variable length
belt, the 'Quick Change' threading feature works flawlessly, minus
some noise from the straight cut gears.

We
decided several upgrades were in order. First order of business was
to replace the 4 jaw chuck with flat cut jaws with a newer 3 jaw
chuck with bored jaws. Workholding is no longer a hassle, and keeps
concentricity tolerances close enough for our purposes.


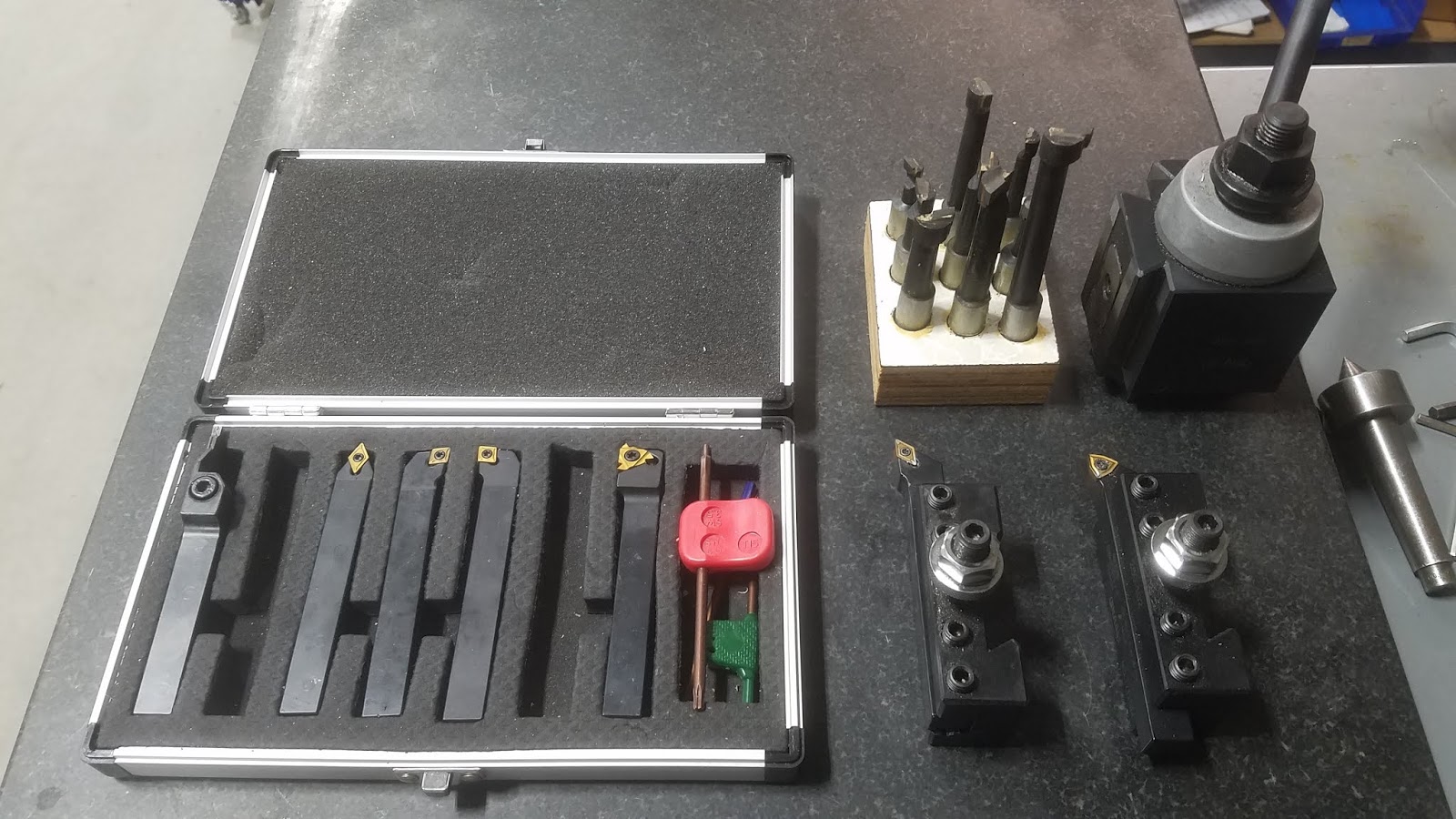
Next
was the tooling problem. The original tool post was very...basic, and
not rigid or modular enough for what we intended to do with this
lathe. After a quick modification to the compound to accept the new
quick change tool post, and some machining to fit it into the T-slot,
we now have 1/2" carbide tooling instead of 1/4" HSS.


While
the ACME thread on the compound is almost perfect, there is a bit of
slop in the cross slide, and no graduated markings at all on the
carriage wheel. We decided to mount an aftermarket digital readout
onto the carriage and cross slide to make hitting our tolerances a
lot easier and pain free.

We
mounted the linear encoder for the carriage behind the rear way, and
fabricated a bracket that would bolt to the back of the carriage
which conveniently had two tapped holes in it from the manufacturer.


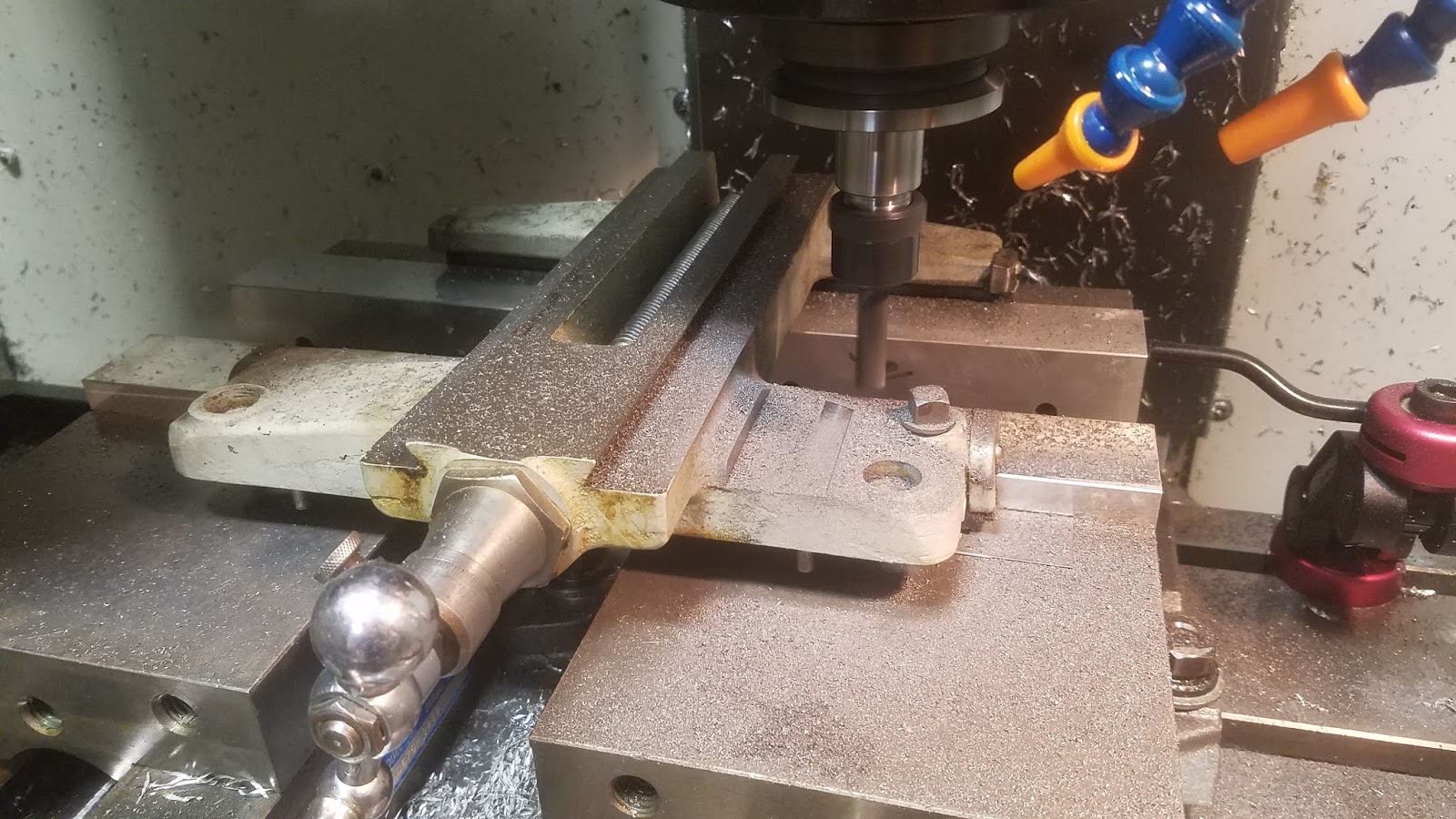
Mounting
the encoder for the cross slide was much more of a challenge and
required some heavy modifications to the carriage. We clamped the
carriage into our CNC Mill, machined some flats, and attached a rail
we designed to mount the encoder.
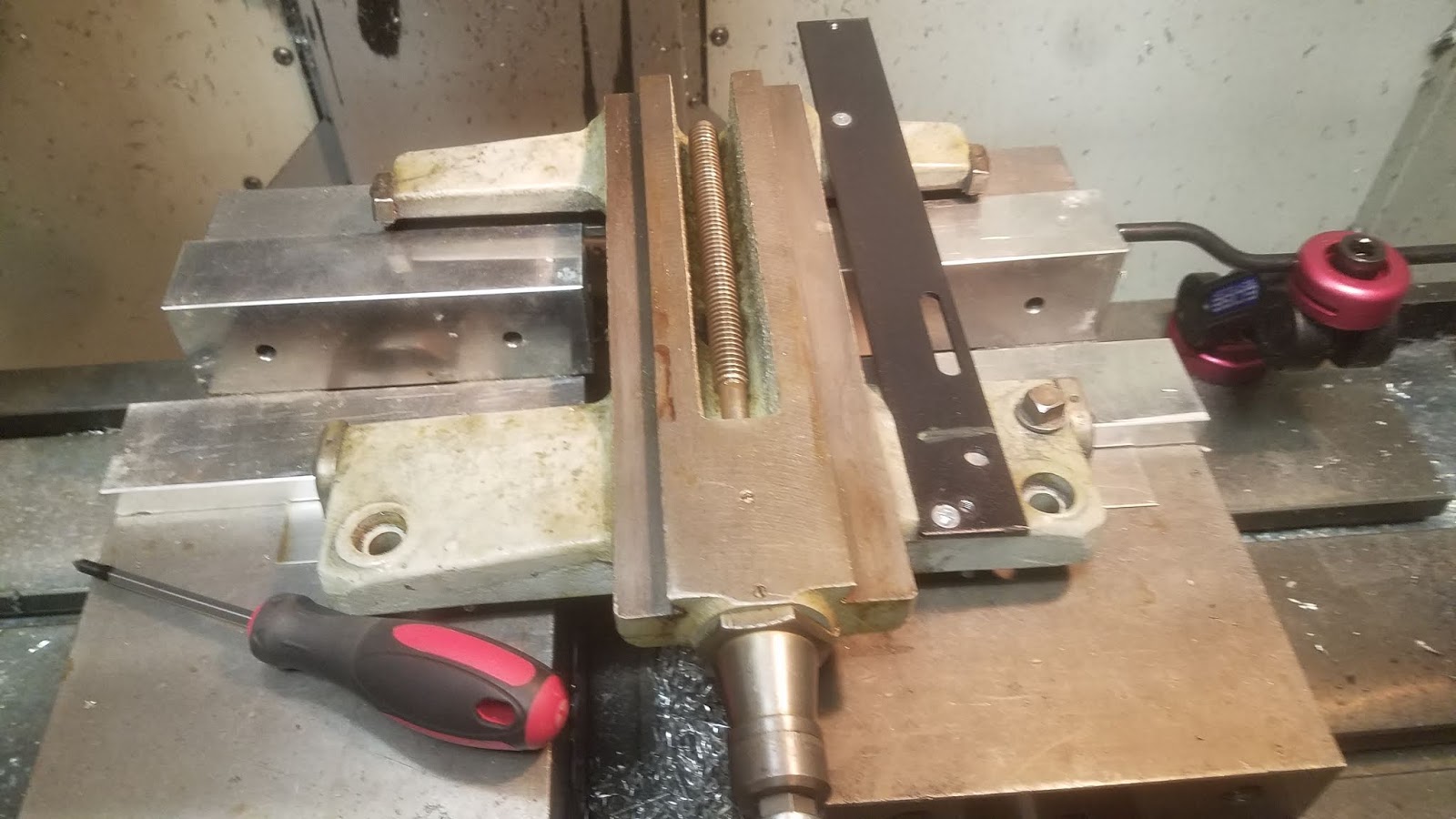


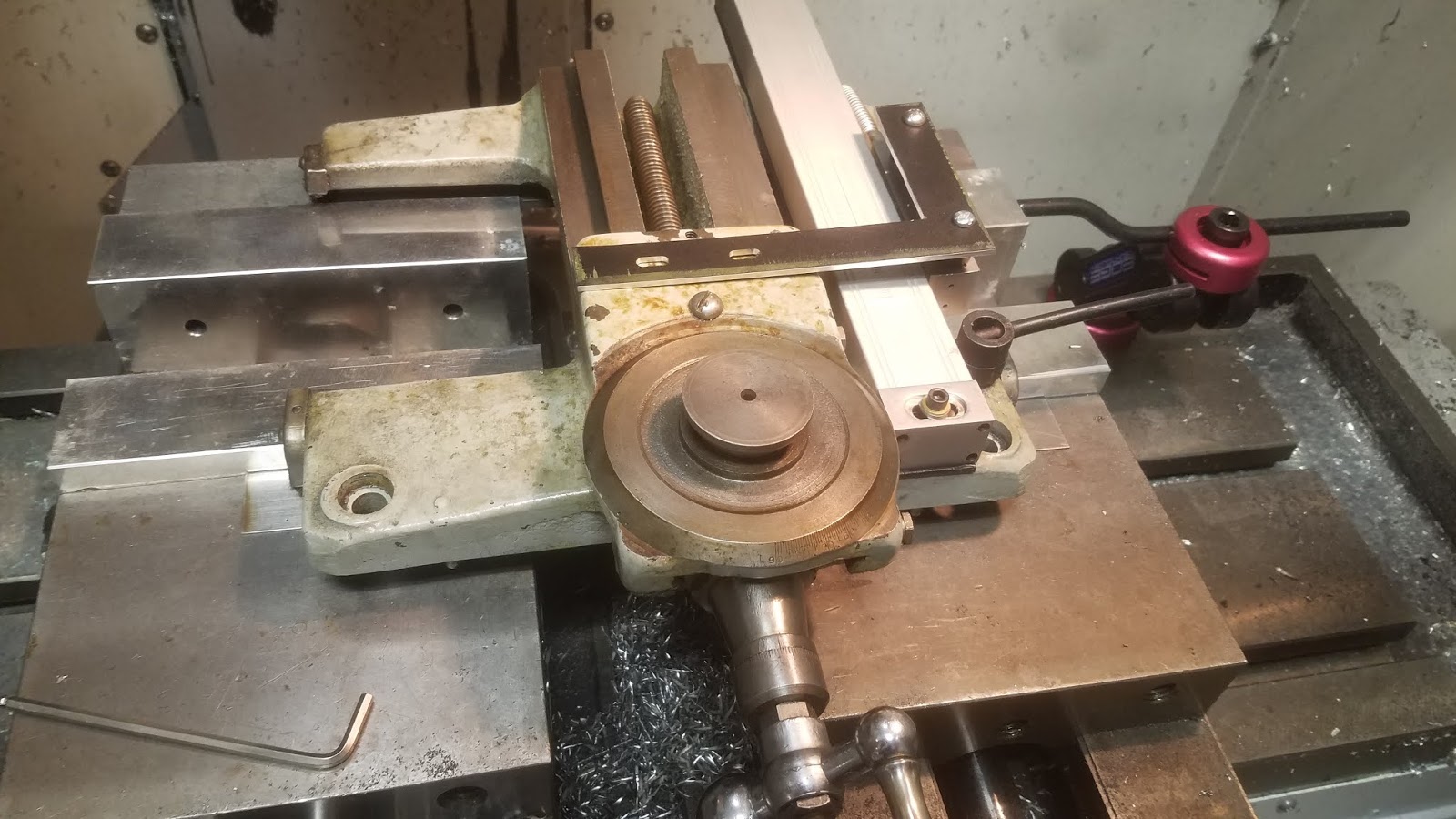
Tapping
a few holes in the cross slide allowed us to attach another bracket,
and now we have a digital display of our two main axes position! This
makes everything we do on the lathe much easier; from prototyping to
modifying existing product for customers to creating new parts for
our various in house projects like our box folding machine!

